
CPP ring die
Главная > Mechanical spare parts > Кольцевая матрица > CPP ring die
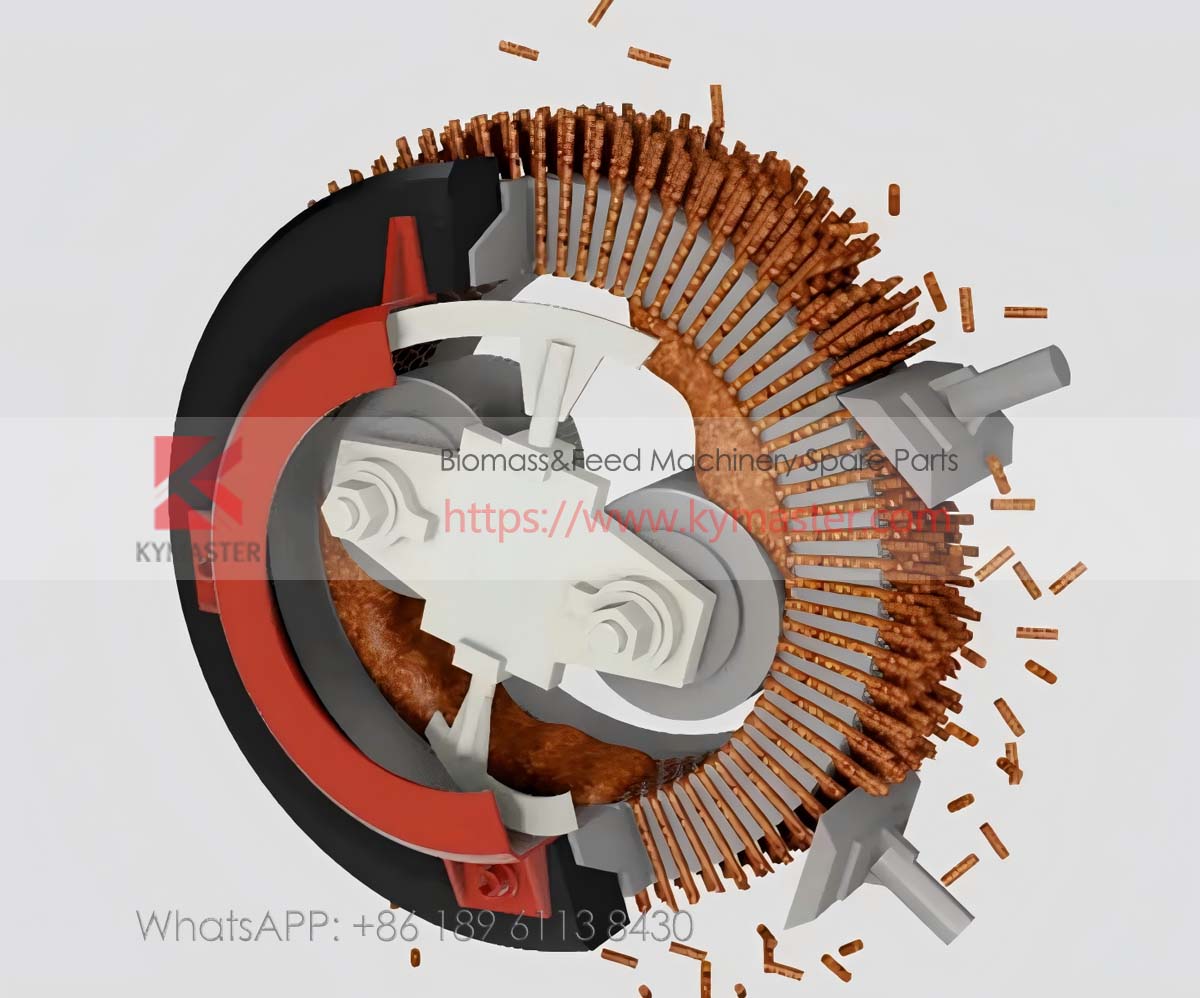
We manufacture CPP ring dies of different models. Ring die is one of the key parts of a pellet mill, which is wearing part and expensive. Its quality and durability determine the service life, production capacity and pellet quality, furthermore, directly affecting production costs.
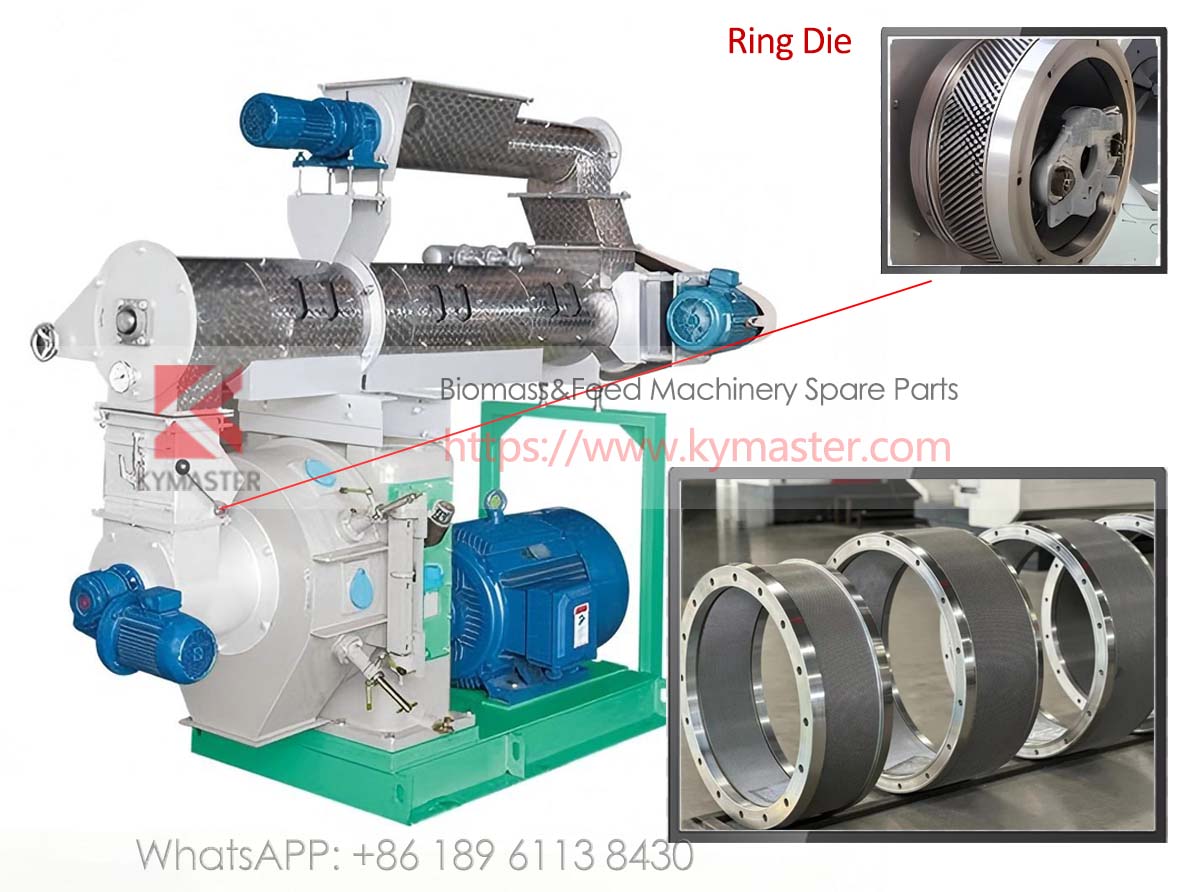
The main failure of the ring die is due to worn-out die holes and inner surfaces (rendering it unusable), though cracking and clogging (preventing pellet extrusion) also occur in some cases.While the die's lifespan is largely determined by its material and manufacturing process. Additionally, for the same material and processing method, its life time is also influenced by factors such as raw material properties, processing parameters, and operational techniques.
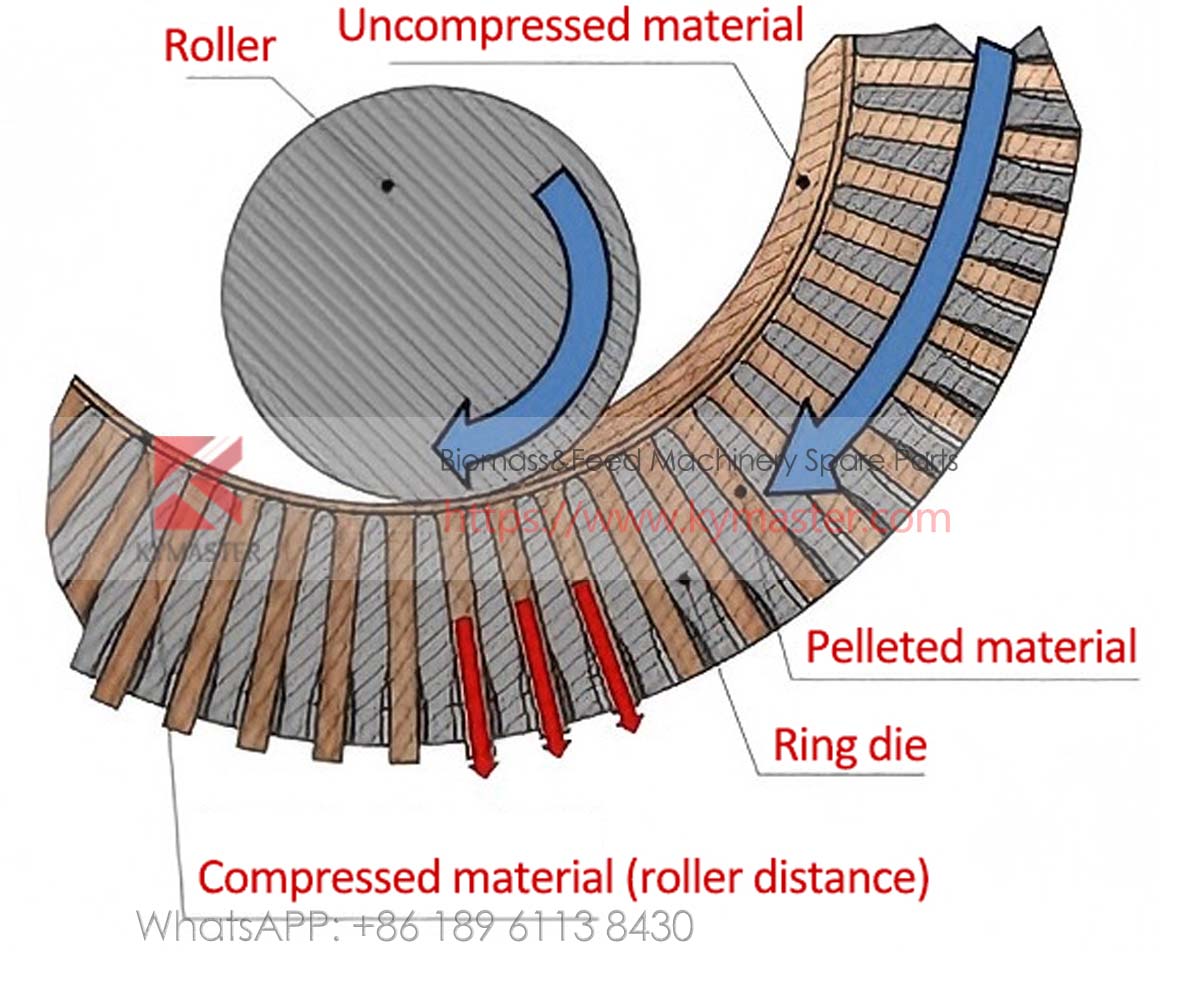
Moreover, the smoothness of the die hole surface directly affects whether the ring die can discharge material properly during the initial trial pressing.
Our company supply dies with a ID up to 900mm, OD up to 1,440mm,hole diameters from 1.0mm to 30mm, compression rate is up to 25. We manufacture about 5000pcs dies every yearand customized pellet ring dies for different brands of pellet mill, learn more about our ring dies processing


1.CPP pellet mill die characteristics
1.1 Передовая автоматическая технология обработки кольцевых штампов: Полностью автоматический станок с ЧПУ для сверления кольцевых штампов и технология вакуумной термообработки обеспечивают качество и срок службы кольцевых штампов.
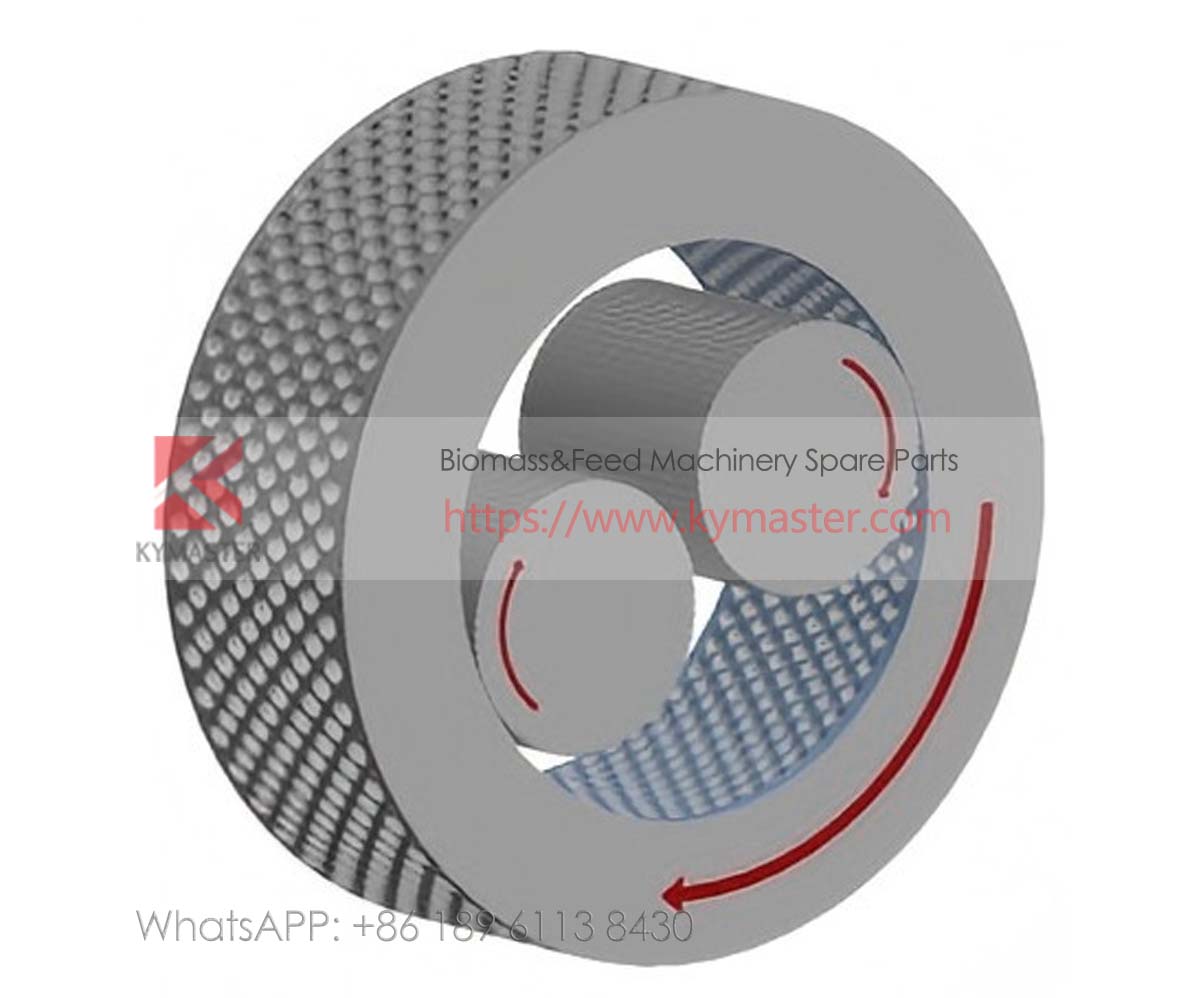
1.2 Богатый опыт обработки кольцевого штампа обеспечивает глубину и соотношение отверстий кольцевого штампа, которые могут удовлетворить различные требования к птице, животноводству и водным кормам, что повышает эффективность гранулирования.
1.3 Поверхность кольцевой матрицы имеет хорошую гладкость, высокую твердость, а готовые гранулы имеют хорошую форму и аккуратный внешний вид.
1.4 Быстрая разгрузка, высокая производительность и эффективность производства при одинаковом размере намного выше, чем у кольцевых штампов других марок.
1.5 Можно обрабатывать различные типы и диаметры отверстий.
2.CPP pellet press ring die's technical parameters
Проверьте размеры поковки в соответствии с договором заказа, измерьте их штангенциркулем, отклонение должно быть менее ±1 мм. На основе внутренней окружности, вращающийся стол и циферблатный индикатор должны быть применены для проверки внешней окружности поковки и торцевого биения, отклонение должно быть менее 1,0 мм.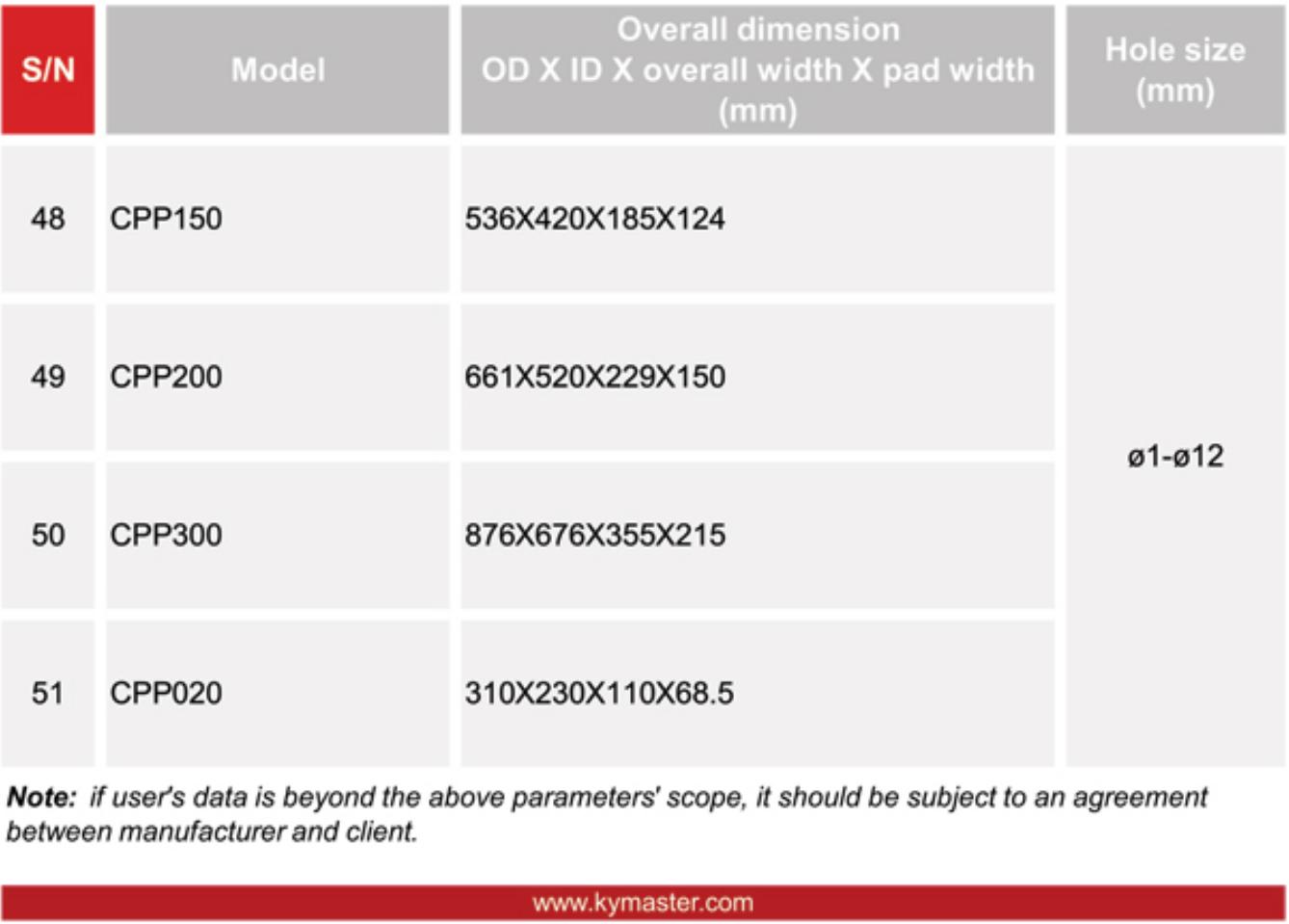
We can also customize for you according to your drawing. CPP pellet mill die Customization
Мы можем изготовить кольцевые штампы из различных материалов, разных типов и с разными диаметрами отверстий, которые подходят для всех грануляторов ведущих марок, таких как TRIUMPH, ANDRITZ, CPM, BUHLER, ZHENGCHANG, MUYANG, SHENDE и др.
Пожалуйста, предложите чертеж и спецификации кольцевых штампов, если вам нужно.
Superior Wear Resistance, Smoother Operation – Upgrade to Our Ring Dies Today!
