
CPP ring die
홈 > Mechanical spare parts > 링 다이 > CPP ring die
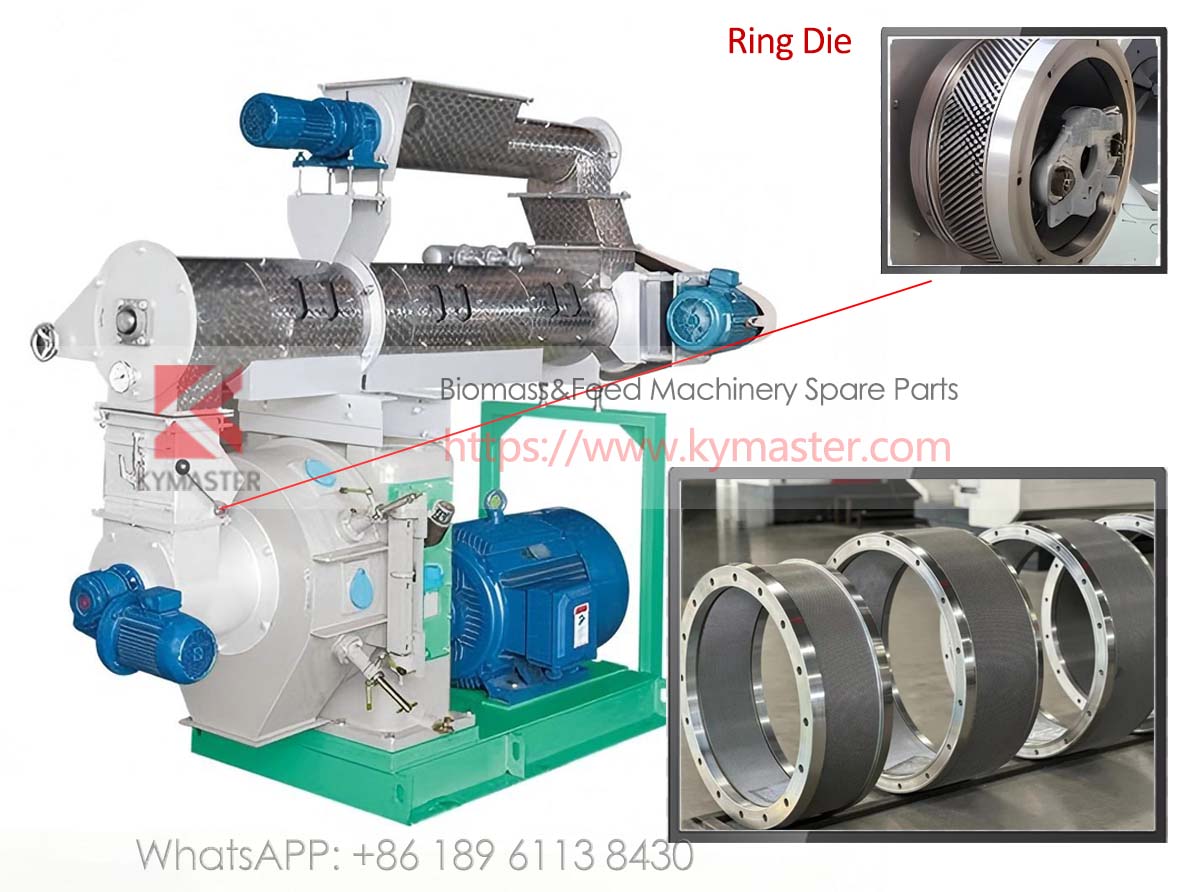
We manufacture CPP ring dies of different models. Ring die is one of the key parts of a pellet mill, which is wearing part and expensive. Its quality and durability determine the service life, production capacity and pellet quality, furthermore, directly affecting production costs.
The main failure of the ring die is due to worn-out die holes and inner surfaces (rendering it unusable), though cracking and clogging (preventing pellet extrusion) also occur in some cases.While the die's lifespan is largely determined by its material and manufacturing process. Additionally, for the same material and processing method, its life time is also influenced by factors such as raw material properties, processing parameters, and operational techniques.
Moreover, the smoothness of the die hole surface directly affects whether the ring die can discharge material properly during the initial trial pressing.
Our company supply dies with a ID up to 900mm, OD up to 1,440mm,hole diameters from 1.0mm to 30mm, compression rate is up to 25. We manufacture about 5000pcs dies every yearand customized pellet ring dies for different brands of pellet mill, learn more about our ring dies processing


1.CPP pellet mill die characteristics
1.1 고급 자동 링 다이 가공 기술: 완전 자동 CNC 링 다이 드릴링 머신과 진공 열처리 기술은 링 다이의 품질과 작업 수명을 보장합니다.
1.2 풍부한 링 다이 가공 경험은 가금류, 가축 및 수중 사료의 다양한 요구 사항을 충족 할 수있는 링 다이 구멍의 깊이와 개방 비율을 보장하여 펠렛 화 효율을 향상시킵니다.
1.3 링 다이의 표면은 부드러움이 좋고 경도가 높으며 완성 된 펠릿은 모양이 좋고 깔끔한 외관을 가지고 있습니다.
1.4 빠른 배출, 높은 출력 및 동일한 크기의 생산 효율은 다른 브랜드의 링 다이보다 훨씬 높습니다.
1.5 다양한 유형과 구멍 직경을 처리할 수 있습니다.
2.CPP pellet press ring die's technical parameters
주문 계약에 따라 단조 스톡의 치수를 검사하고 버니어 캘리퍼로 측정하고 편차는 ± 1mm 미만이어야하며, 내부 원을 기준으로 회전 테이블과 다이얼 표시기를 적용하여 단조 스톡의 외부 원과면 런아웃을 검사하고 편차는 1.0mm 미만이어야합니다.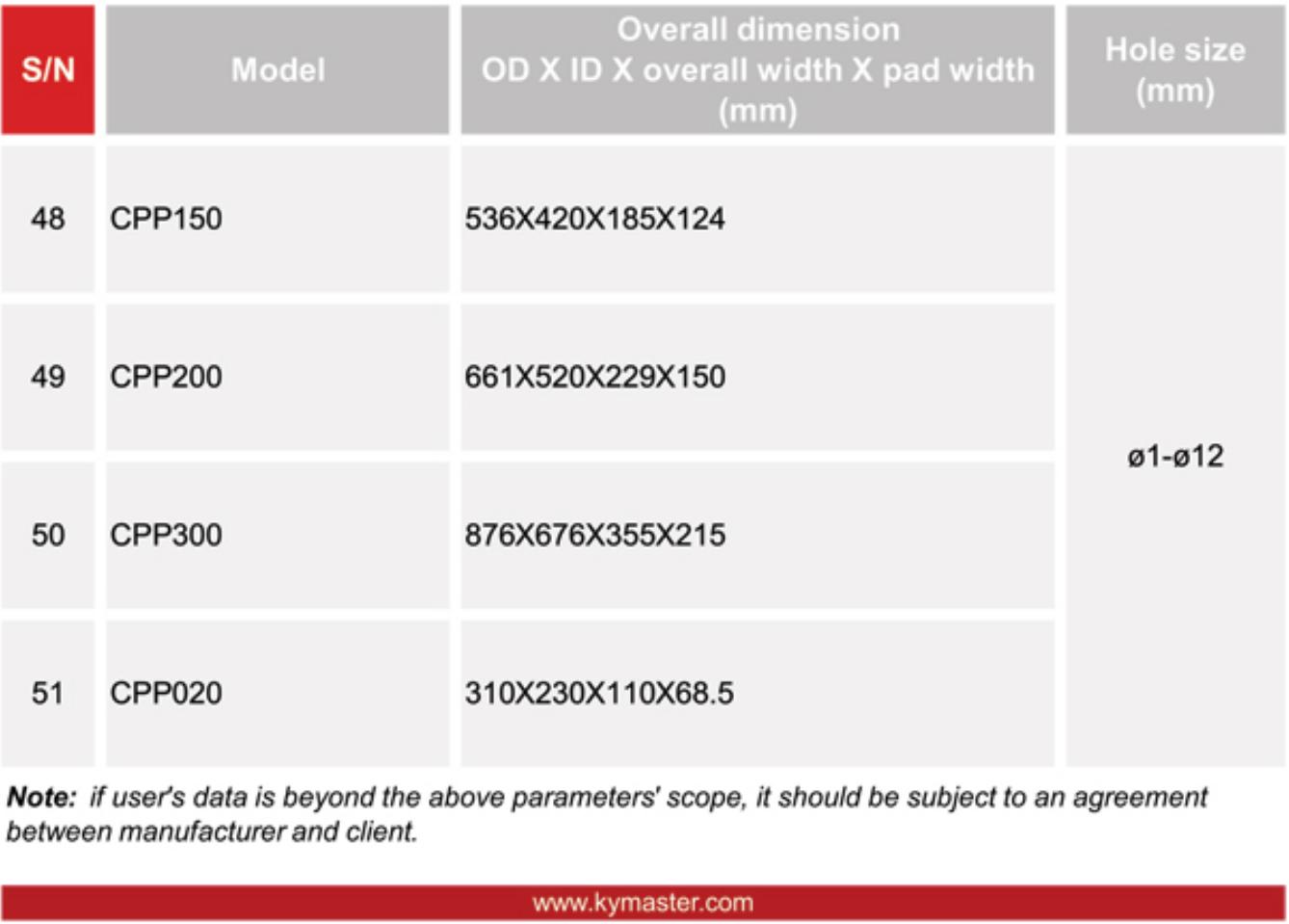
We can also customize for you according to your drawing. CPP pellet mill die Customization
TRIUMPH, ANDRITZ, CPM, BUHLER, ZHENGCHANG, MUYANG, SHENDE 등과 같은 모든 최고 브랜드 펠렛타이저에 적합한 다양한 재료, 유형 및 구멍 직경의 링 다이를 제조할 수 있습니다.
필요한 경우 링 다이의 도면과 사양을 제공해 주세요.
Superior Wear Resistance, Smoother Operation – Upgrade to Our Ring Dies Today!
